




黄山环球输送带-中南输送(推荐商家)-环球输送带公司
安徽中南输送设备有限公司
经营模式:生产加工
地址:芜湖市弋江区中国芜湖商品交易博览城H01#楼117
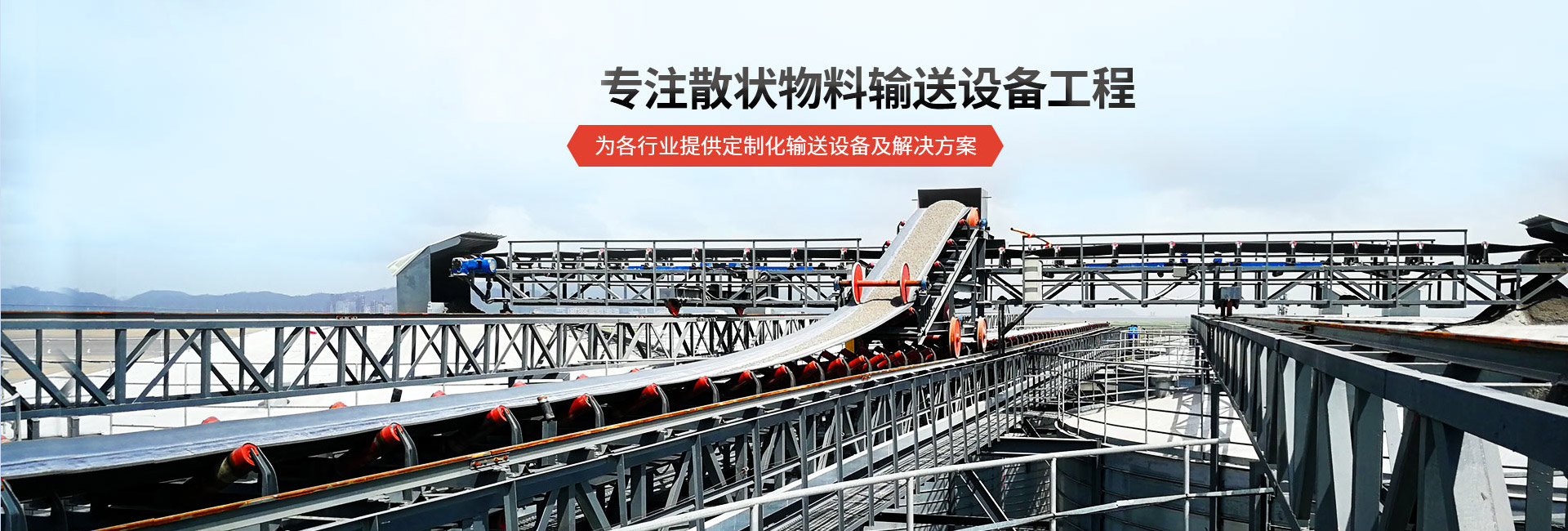
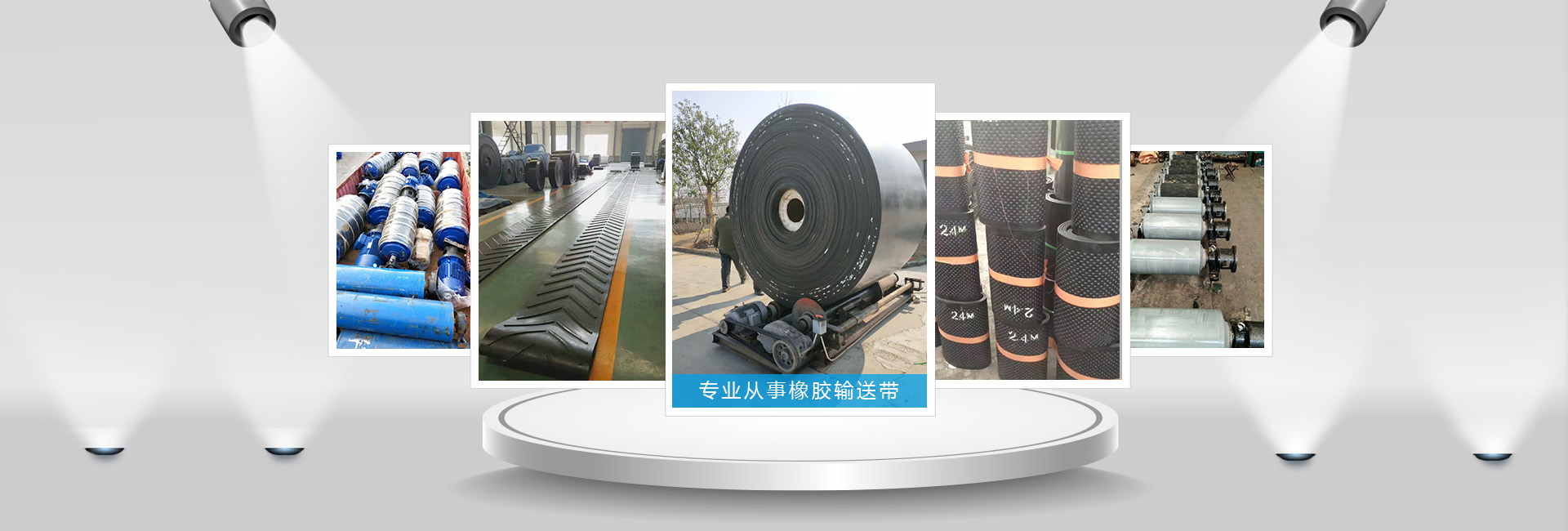
主营:输送带,输送机,大倾角输送带
业务热线:0553-2711699

产品详情
联系方式
产品品牌:中南输送
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
黄山环球输送带-中南输送(推荐商家)-环球输送带公司
输送带撕裂的原因主要有以下几种:
(1)输送物料中的杂质造成的皮带撕裂。
物料中的杂质造成的撕裂有两种情况:输送物料中掺杂异物,如铁器、木棒等杂物,下落时对带体造成局部损伤,严重时直接穿透输送带并卡在漏斗、溜槽、机架或托辊上,输送带向前高速运转,使输送带发生纵向撕裂。物料中夹带有大块物料等,卡在漏斗挡板与缓冲托辊之间,或托辊架与回程段输送带之间,长时间划擦和卡压输送带,输送带表层一旦被刺破划伤则其伤口便会迅速加深,终划透输送带,形成撕带。因而清除大块物料和所含异物是预防输送带撕裂的关键。
(2)带式输送机辅助设备安装不当造成的皮带撕裂。
除了物料本身存在的威胁,在运送过程中,输送带本身物件脱落也是造成撕裂的一个主要原因。如振动器衬板、粉碎机锤头、落料口调节挡等脱落都有可能造成输送带撕裂。
(3)带式输送机的结构不尽完善造成的皮带撕裂。
带式输送机设计不合理,机尾落料点落差大(作业区现场大落差近10米),造成物料以较大的速度,冲击到下部输送带上,易在落料点插入输送带,造成输送带撕裂。







输送带热硫化修补
1.根据输送带破损大小,沿破损四周至少大出15~20mm,划出切割修补线,以45度角斜切,并剥去已损坏的盖胶,切割时注意不要损伤下面的布层或者钢丝层。
2.将输送带破损部位用角磨机配合钨钢打磨碟进行深层次打磨,建议打磨3mm。
3.将打磨好的输送带铺上织物加强层或者是钢丝加强层,对加强层、破损部位进行涂刷热硫化剂,将未硫化芯胶四周边切成斜口,同样进行热硫化剂的涂刷平铺(未硫化面胶大小要与破损部位的大小一致)。
4.使用热硫化修补器或硫化机进行加压、加温硫化。
温馨提示:硫化机控制器温度控制在145—150℃之间,待上下两个硫化板温度都稳定好,开始硫化计时35~45分钟。(根据皮带厚度而定,每块硫化板每4分钟可硫化约1mm橡胶)待硫化板温度降至70℃以下方可解除硫化机水压,然后拆除硫化机。


输送带磨损预防措施
1)为了降低输送带前后的坡度,在施工前工作人员要对现场进行勘察,确保输送机的机头与机尾在同一水平面上,以避免局部受力集中。
2)确保每一组托辊的转速与输送带一致,在每一组托辊安装完毕后要安排专人对其进行校验,同时保证托辊轴线与输送带垂直。在输送到试运转期间,工作人员要对每一组托辊的转速进行统计,发现转速较慢的托辊及时处理。
3)为了防止输送机出现跑偏现象,可在输送机每隔100m安装一个防跑偏装置,该装置主要由皮带窜跳启停装置、防跑偏托辊等部分组成,如图所示,当输送机出现跑偏严重时经皮带窜跳启停装置可立即切断输送机电源,人工进行调整,当输送跑偏不严重时可经防跑偏托辊进行调整。
4)采用硫化的方式对皮带进行对接,并保证硫化后的输送带前后端面平整且中心线重合,前后端面的厚度要在技术要求的范围内。
5)在日常的生产过程中,检修人员要利用检修时间对输送带及托辊进行维护,发现不符合规定或破损的托辊及时更换,确保托辊的灵敏度。每班要安排专人对输送带上的物料进行观察,发现有大块物料、锚栓、铁器及时进行清理,并在输送带上方每隔500m安装一部除铁器。
6)在输送带搭接部位,两部输送带的垂直高度不能太大,防止上部输送带的物料对下部输送带的冲击力太大,同时在搭接部位安装缓冲装置,能够对大块物料起到降速作用。



甄总先生
手机:13605536485


